Glass water feature project & process from design to installation and everything in-between.
- Design Concept
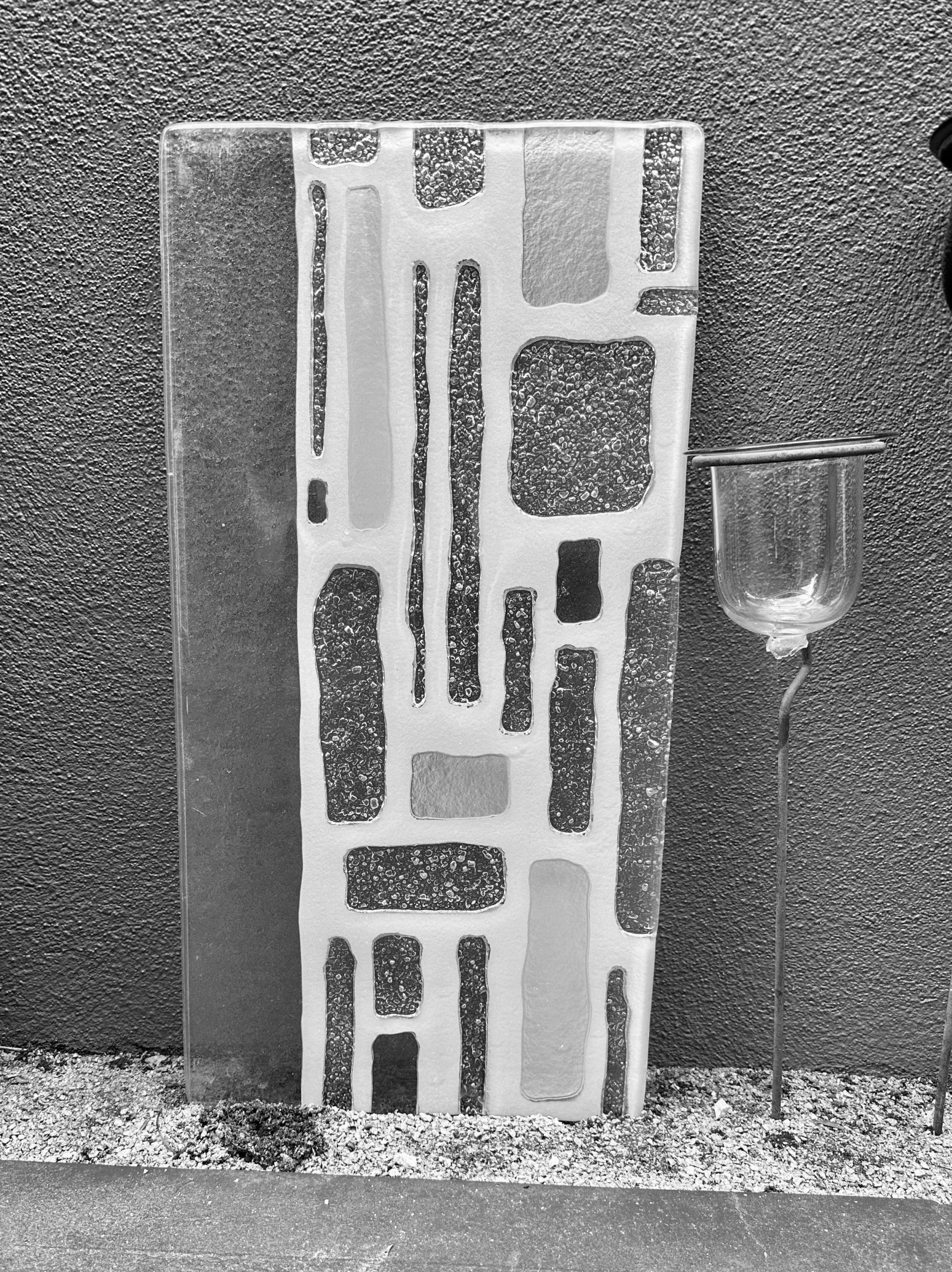
- Sample
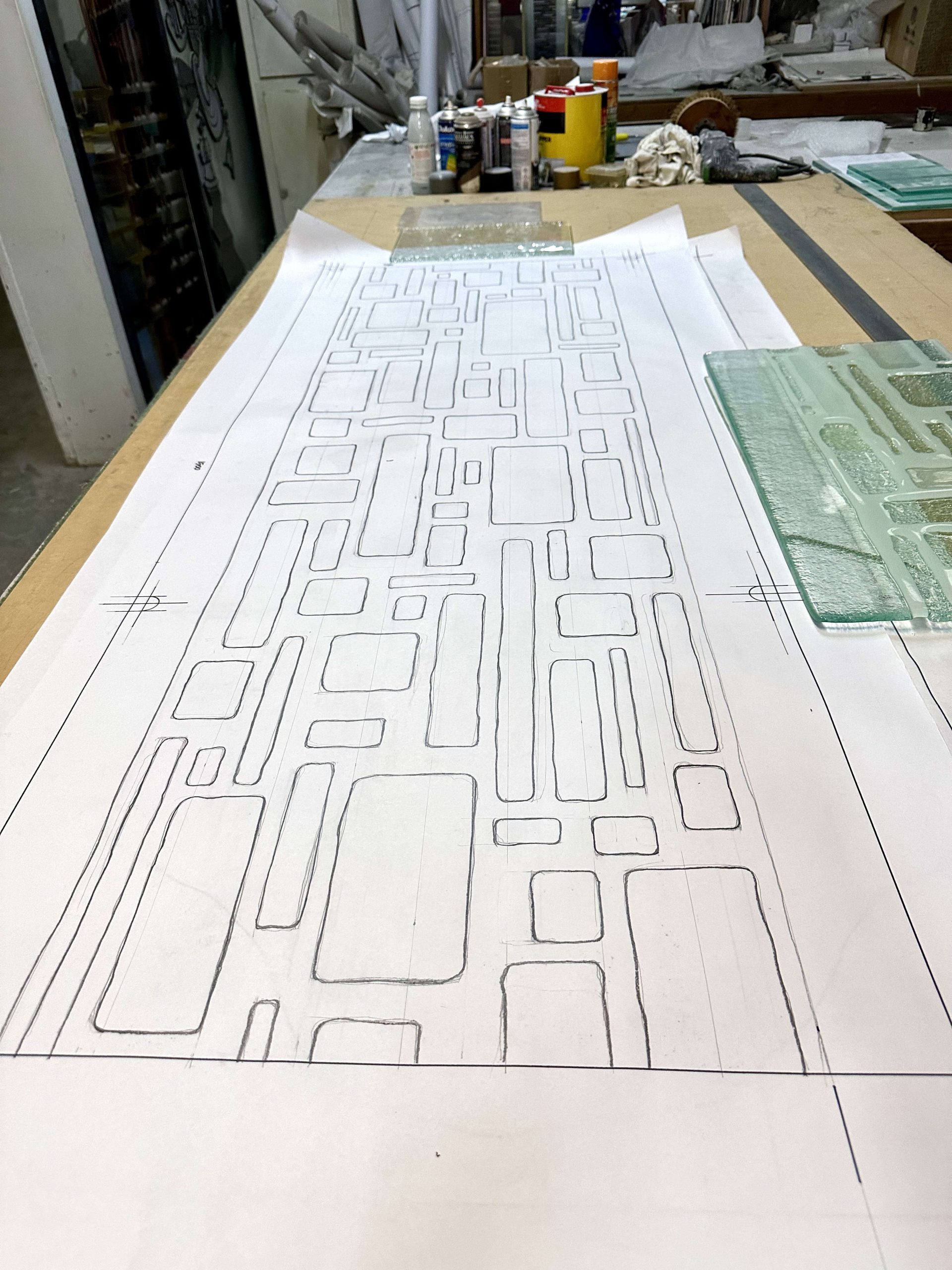
- Design drawn to scale
- Design drawing traced onto the mould material
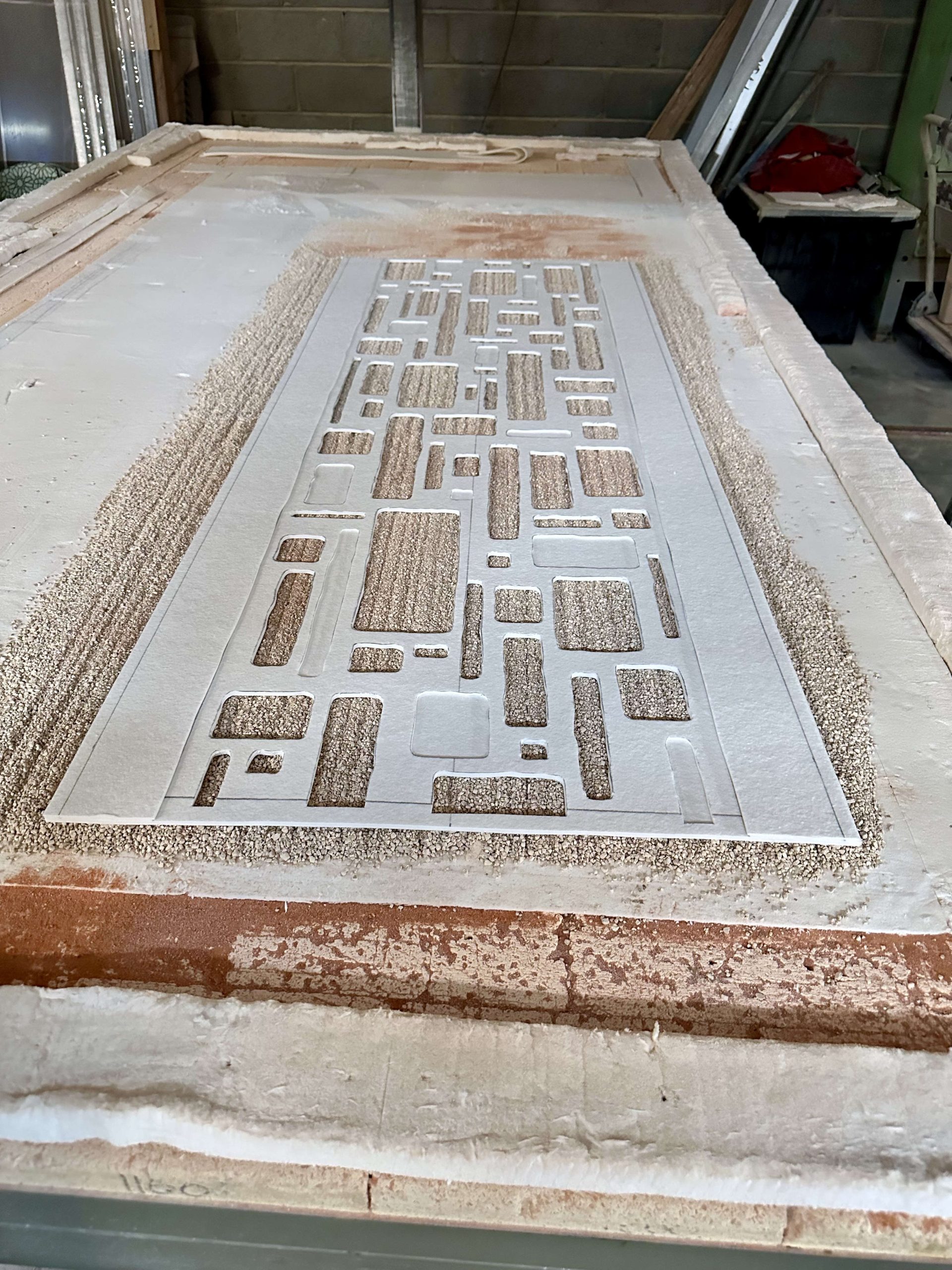
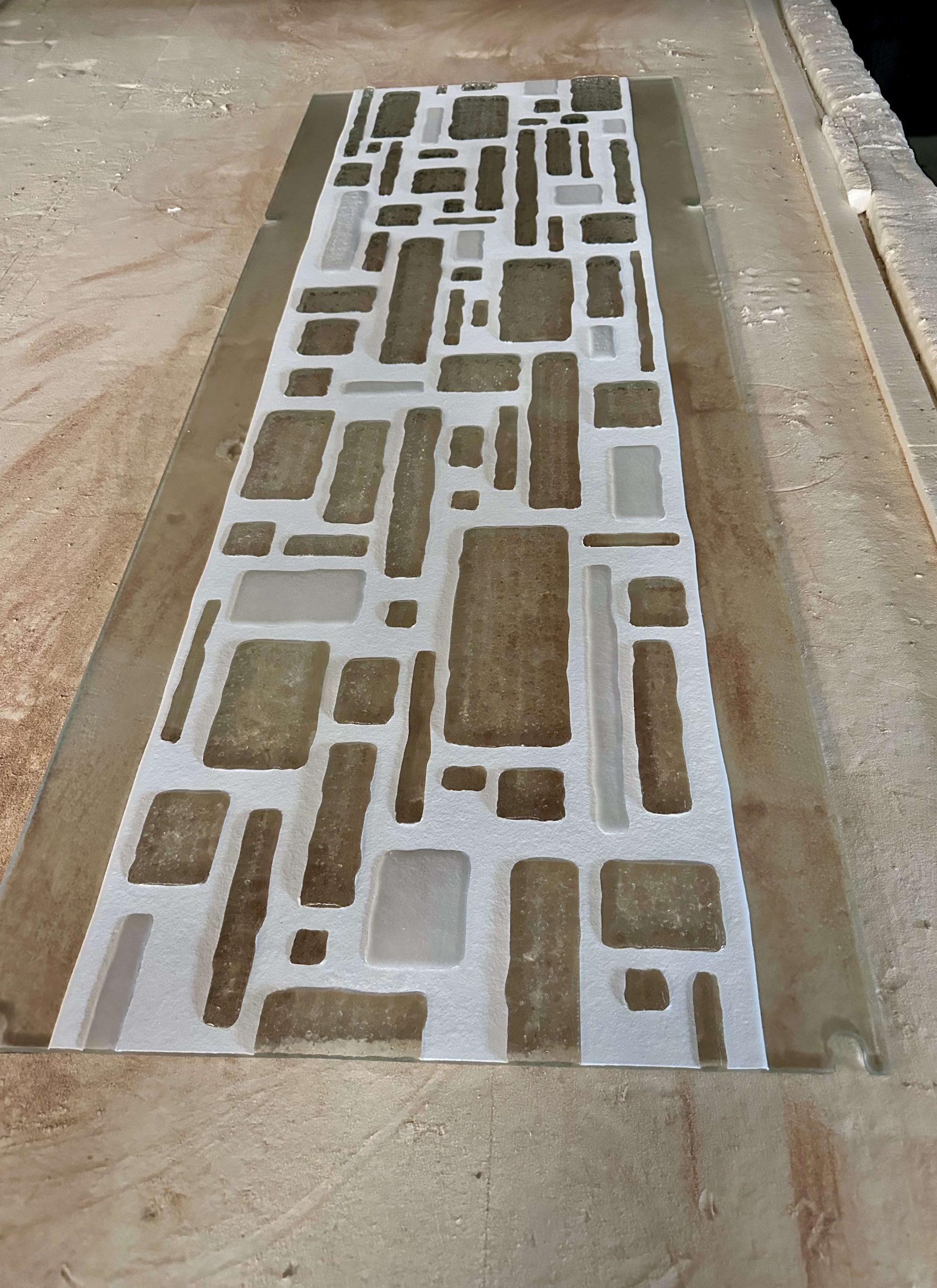
- Texture sections cut out in mould
- Vermiculite on kiln base ‘raked’ into pattern for glass texture
- Ceramic mould material fired in kiln to flare out the binders
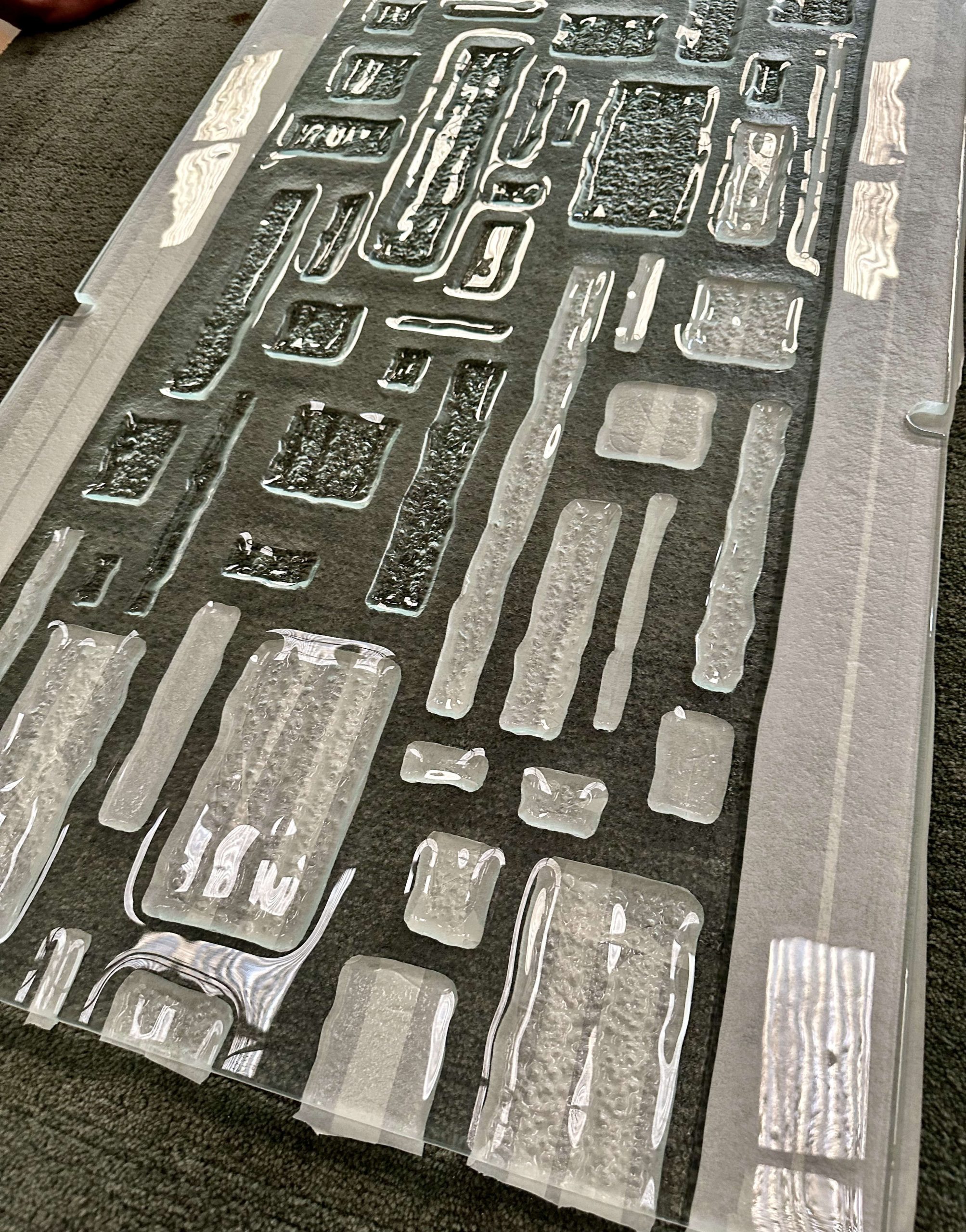
- Glass then placed on top of mould and fired in the kiln at high temperature and then cooled at a contr(annealed)
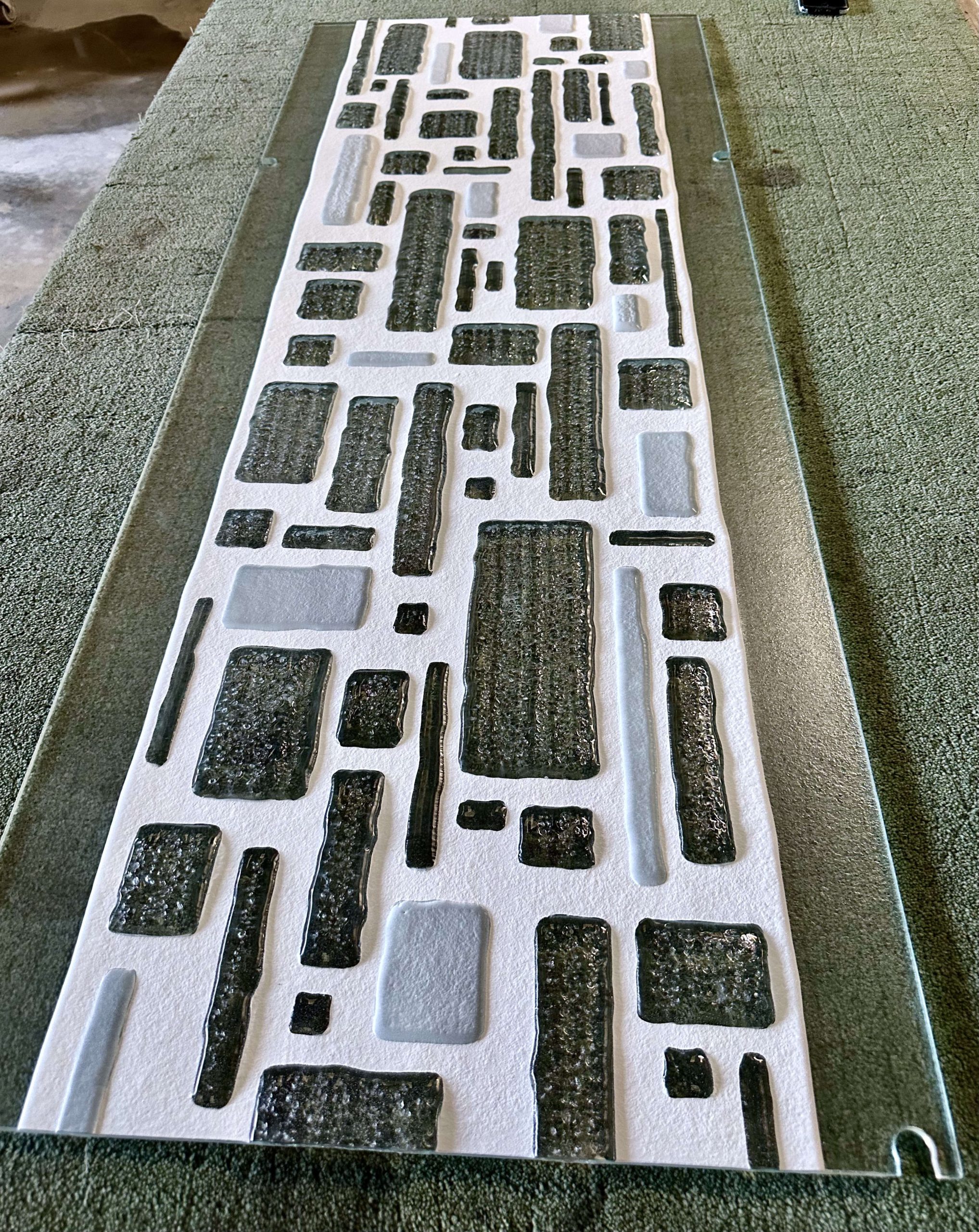
- When firing complete the glass removed for the kiln and all raised areas of the glass are masked prior into painting
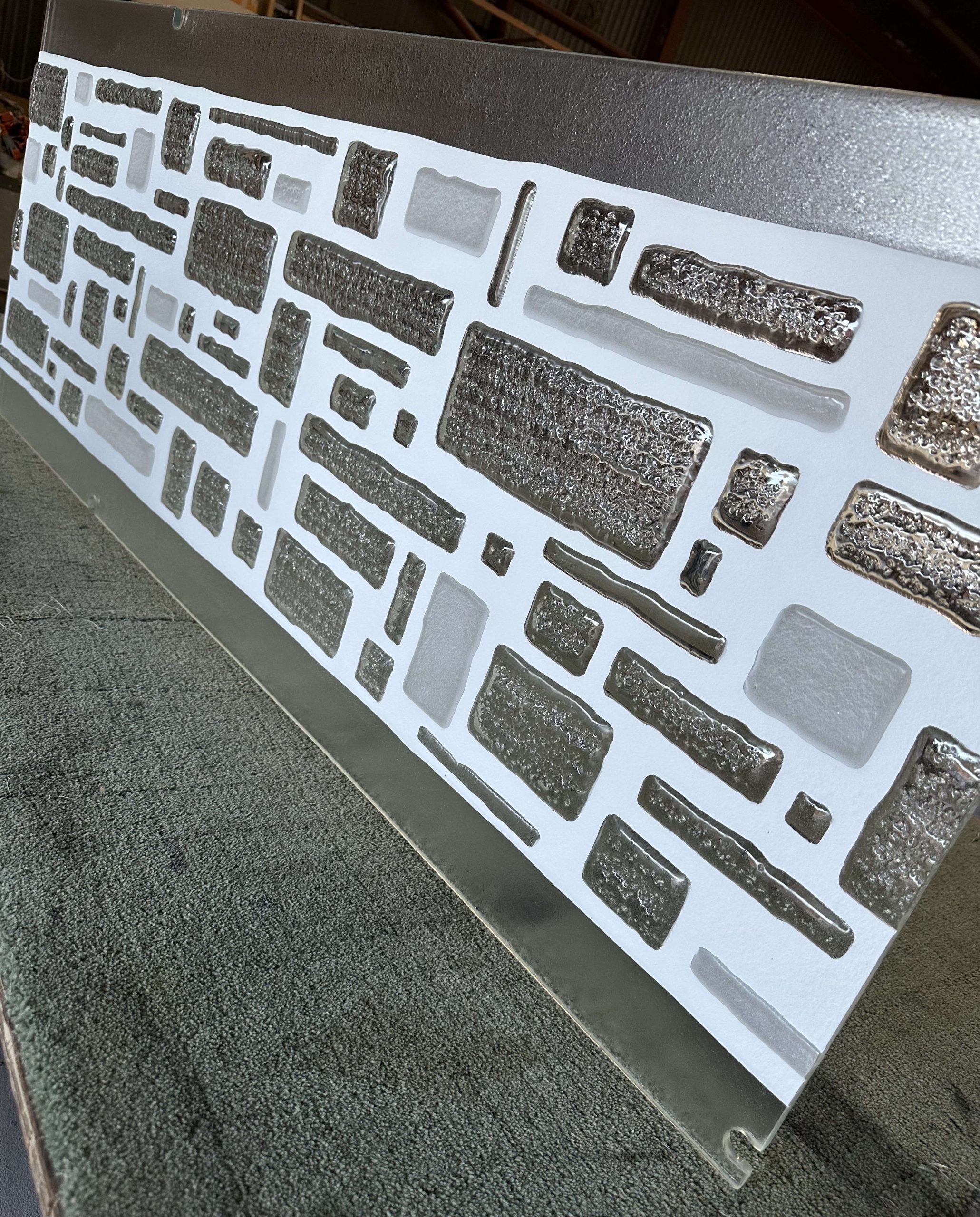
- The flat/background of the glass painted with vitreous enamel
- The glass fired again in the kiln to harden the paint
- Glass sent off to be toughened
- Water Feature glass installed
WATER FEATURE GLASS – 10 mm Ultra Clear Float Glass
WHAT IS GLASS? Glass is made from natural raw materials, sand, soda ash and limestone that are melted at a very high temperature to form a new material -> glass. At high temperature glass is structurally similar to liquid, however at ambient temperature it behaves like a solid.
Float Glass Float glass is extremely smooth, distortion-free glass made by pouring the molten glass from a furnace into a chamber that contains a bed of molten tin. The upper surface of the glass is called the air side or score side. It is polished with fire. The lower surface is called the tin side and is not fire-polished. From the chamber, the glass enters an oven, called a lehr. There it is slowly cooled a process called annealing that relieves the glass of internal stresses. Float glass is made up of 60% sand, 20% Lime Dolomite 20% Soda Sulphate + Cullate, which is adding broken glass to the batch
Slumped or Textured Glass is a process that uses gravity and heat from a kiln to shape sheet glass using a mould. Slumping, producing a texture, pattern or design into glass involves stages of high heat softening the glass into a consistency to melt into and over the pattern beneath it. It is then cooled in stages (*annealing) returning the glass to a solid state with the pattern in place, leaving a textured side and a smooth glossy side with slightly rounded, fire polished edges.
*Annealing is a controlled process of slowly cooling glass to relieve internal stresses. Inadequately annealed glass is likely to crack or shatter when subjected to relatively small temperature changes or to mechanical shock or stress.
THE MOULD: Once completed the ceramic blanket mould must firstly be fired in the kiln to flare out the binders. It is fired in the kiln at a temperature greater than 600C for 5 minutes. This process is to prevent any fibres coming into contact with the glass as they would adhere to the surface as it melts and give it an opaque appearance.
Once the mould has been fired and cooled, the glass is then placed on top and the kiln controls programmed to fire the glass. Temperature up to 540C @ 300C an hour then to 773 @ 450C an hour then hold for 40 minutes. On the way down the aim is to get to 540C as soon as possible and then hold for 30 minutes. This is the start of the *annealing process. The temperature then reduced down to 460C @ 60C an hour then to 400C @ 100C an hour as a safeguard. The kiln then turns off and can be opened at 60C
After the glass textured sections were masked off it was then painted with vitreous enamel/clay glaze for glass. The piece was then returned to the kiln and the temperature up to 540C @ 160 an hour and then to 595C and held for 12 minutes. After this, the annealing process commences as described above. When complete and the glass has completely cooled it is sent off to be toughened/ tempered













Toucan Forged Glass
(Rear) 686 Glen Huntly Road
Caulfield South 3162